射出产品实例说明
| 11 | 产品类型 | 问题点 |
 |
PP汤碗,厚度0.5mm,热浇道小点射出。 | |
| 程序射出图 | 原理分析 | |
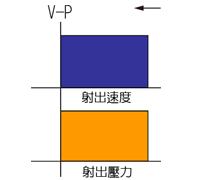 |
高速、高压射出不必保压,射出时间只有0.4秒内,保压不重要。 | |
| 12 | 产品类型 | 问题点 |
 |
PP喇叭膜0.33mm厚,薄片式射出厚度须均匀。 | |
| 程序射出图 | 原理分析 | |
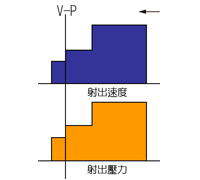 |
高速高压射出,保压低,清除应力,维持产品质量。 | |
| 13 | 产品类型 | 问题点 |
 |
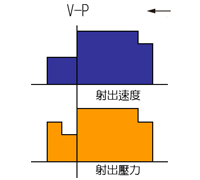
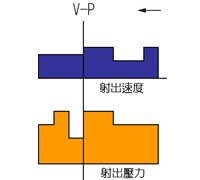
大塑料桶PP塑料,不能毛边。 | |
| 程序射出图 | 原理分析 | |
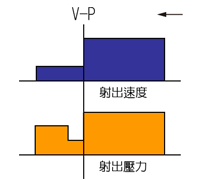 |
高压高速射出,保压先降低20%形成皮膜,再增压定型。 | |
| 14 | 产品类型 | 问题点 |
 |
PVC软质氧气罩,不变形,表面光滑。 | |
| 程序射出图 | 原理分析 | |
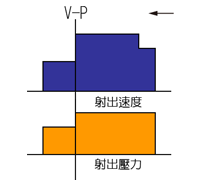 |
温度须足够射压应极低,射速以中等即可,以不变形为主要考虑。 | |
| 15 | 产品类型 | 问题点 |
 |
移动电话电池盖,厚度0.6-0.9mm,ABS+PC料,尺寸须准确。 | |
| 程序射出图 | 原理分析 | |
 |
薄物成型须高压高速,但在保压时降压主要是保持皮膜稳定,再以中压定型,避免应力、变形。 | |
| 16 | 产品类型 | 问题点 |
 |
长形计算机端子,不变形,不弯曲,尺寸稳定。 | |
| 程序射出图 | 原理分析 | |
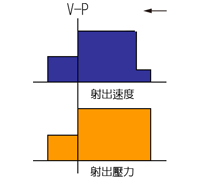 |
第一段慢速消除流痕,中压中高速射出,保压降低以保持尺寸稳定。 | |
| 17 | 产品类型 | 问题点 |
 |
光学投射片,PMMA塑料,完全不收缩才有投射图案功能。 | |
| 程序射出图 | 原理分析 | |
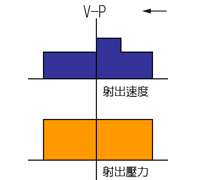 |
以低及中低速射出,中高压射出及保压,此类成品射压比射速重要。 | |
| 18 | 产品类型 | 问题点 |
 |
0.25mm薄片,ABS塑料,不变形,不缺料。 | |
| 程序射出图 | 原理分析 | |
 |
高压高速射出,保压压力降低,只是为了稳定尺寸。 | |
| 19 | 产品类型 | 问题点 |
 |
12mm透明圆棒,PMMA塑料,不能有真空泡表面光滑等。 | |
| 程序射出图 | 原理分析 | |
 |
低速射出,通过浇口时须更低速,形成皮膜再回复低速射出,保压以低保压形成稳固皮膜再增压,第三段稍降定型。 | |
| 20 | 产品类型 | 问题点 |
 |
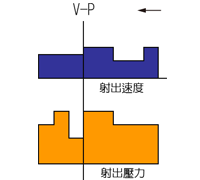
CD外盒,PP材质,变形度须低,不毛边。 | |
| 程序射出图 | 原理分析 | |
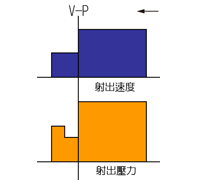 |
高速射出,高压是支撑高速射出之用,保压采两段,先低后高方式确保周期快又不产生毛边。 | |