射出产品实例说明
| 1 | 产品类型 | 问题点 |
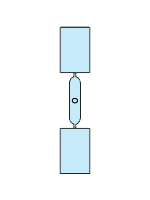 |
射入点流痕,喷痕现象 | |
| 程序射出图 | 原理分析 | |
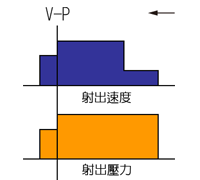 |
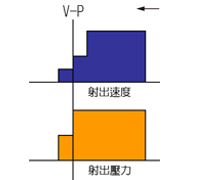
浇道经浇口的短距离内使用慢速,使前端冷料顺利扩成皮膜,再转中快速射出。 | |
| 2 | 产品类型 | 问题点 |
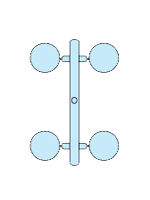 |
射入点流痕,喷痕现象 | |
| 程序射出图 | 原理分析 | |
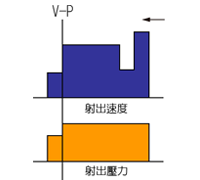 |
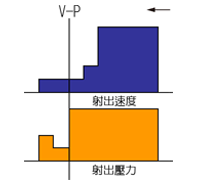
浇道较长,为免冷料射不进,先以快速将冷料推入冷料井,再以较慢的射速经过浇口,而后以中快速射出。 | |
| 3 | 产品类型 | 问题点 |
 |
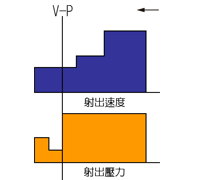
薄产品射入口处产生波浪纹或对边产生毛边。 | |
| 程序射出图 | 原理分析 | |
 |
以高速、高压射出,在90%处降低射速,约98%处降低射压,进行保压,可以去除左述情况。 | |
| 4 | 产品类型 | 问题点 |
 |
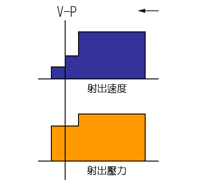
大面积中厚度产品,产生毛边或收缩现象。 | |
| 程序射出图 | 原理分析 | |
 |
快速射出,约80%处降速,90%处再降速,95%处由高压降至低压,边缘皮膜稳定后再以中压定型。 | |
| 5 | 产品类型 | 问题点 |
 |
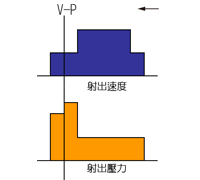
长面积成品,产生弯曲情形。 | |
| 程序射出图 | 原理分析 | |
 |
高压快速射出,70%处稍减速,90%处再减速,保压亦可采保一低,保二中高压方式,亦可直接以中高压保压。 | |
| 6 | 产品类型 | 问题点 |
 |
长薄管类产品易弯曲、不直,PP材质。 | |
| 程序射出图 | 原理分析 | |
 |
塑流必须快速,射速以全速射到底,二次速以50%避免应力,射压以高压支撑射速,保压时稍降,以确定结晶性塑料的稳定。 | |
| 7 | 产品类型 | 问题点 |
 |
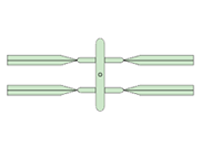
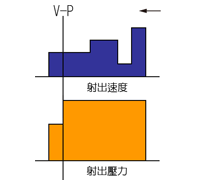
片状成品,在圆孔的对边产生接合线。 | |
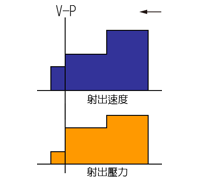
| 程序射出图 | 原理分析 | |
 |
以快速射出,保持前端塑流温度,在圆孔处降低速度至30%,改以高压使料流结合,保压只降一些,不产生毛边为原则。 | |
| 8 | 产品类型 | 问题点 |
 |
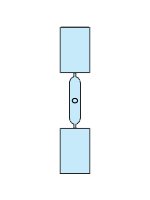
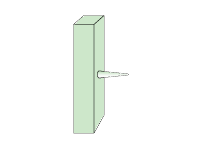
压克力三角柱表面接合线弯曲,变形内部真空泡。 | |
| 程序射出图 | 原理分析 | |
 |
以快速将冷料推入冷料井,以极低速通过浇口,并达产品约30%长,使皮膜稳定,再以中低速射满成品,压力在填充时须极高,以使极低的速度可以稳定推进,保压时以中压定型。 | |
| 9 | 产品类型 | 问题点 |
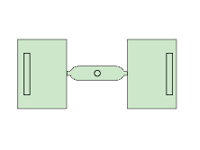 |
PC薄片,射出不足,长孔对面接合线,射入点雾晕现象。 | |
| 程序射出图 | 原理分析 | |
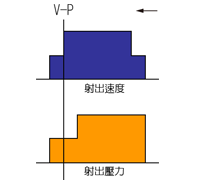 |
以中速通过浇口解决雾晕状况,随即以高速射到底,保压中速,填充阶段以高压应付,保压仍属中高压。 | |
| 10 | 产品类型 | 问题点 |
 |
大件计算机用品,叶肋容易不足料,毛边现象。 | |
| 程序射出图 | 原理分析 | |
 |
以最高速填充60%处,转成一半速度射出,此时以高压熔合挤压叶肋内的空气。保压采低压低速,避免毛边。 | |