射出產品實例說明
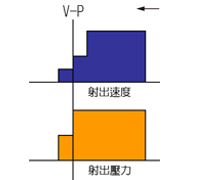
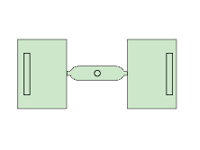
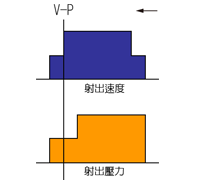
| 1 | 產品類型 | 問題點 |
 |
射入點流痕,噴痕現象 | |
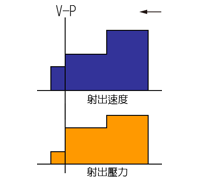
| 程式射出圖 | 原理分析 | |
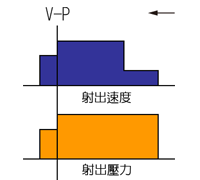 |
澆道經澆口的短距離內使用慢速,使前端冷料順利擴成皮膜,再轉中快速射出。 | |
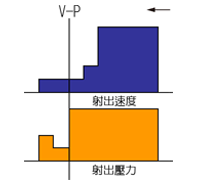
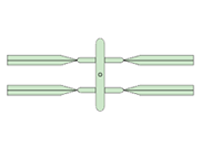
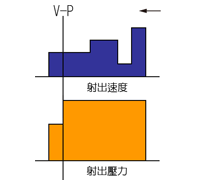
| 2 | 產品類型 | 問題點 |
 |
射入點流痕,噴痕現象 | |
| 程式射出圖 | 原理分析 | |
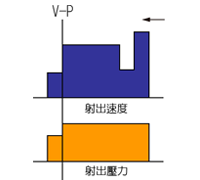 |
澆道較長,為免冷料射不進,先以快速將冷料推入冷料井,再以較慢的射速經過澆口,而後以中快速射出。 | |
| 3 | 產品類型 | 問題點 |
 |
薄產品射入口處產生波浪紋或對邊產生毛邊。 | |
| 程式射出圖 | 原理分析 | |
 |
以高速、高壓射出,在90%處降低射速,約98%處降低射壓,進行保壓,可以去除左述情況。 | |
| 4 | 產品類型 | 問題點 |
 |
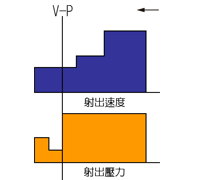
大面積中厚度產品,產生毛邊或收縮現象。 | |
| 程式射出圖 | 原理分析 | |
 |
快速射出,約80%處降速,90%處再降速,95%處由高壓降至低壓,邊緣皮膜穩定後再以中壓定型。 | |
| 5 | 產品類型 | 問題點 |
 |
長面積成品,產生彎曲情形。 | |
| 程式射出圖 | 原理分析 | |
 |
高壓快速射出,70%處稍減速,90%處再減速,保壓亦可採保一低,保二中高壓方式,亦可直接以中高壓保壓。 | |
| 6 | 產品類型 | 問題點 |
 |
長薄管類產品易彎曲、不直,PP材質。 | |
| 程式射出圖 | 原理分析 | |
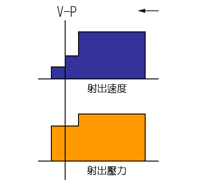 |
塑流必須快速,射速以全速射到底,二次速以50%避免應力,射壓以高壓支撐射速,保壓時稍降,以確定結晶性塑膠的穩定。 | |
| 7 | 產品類型 | 問題點 |
 |
片狀成品,在圓孔的對邊產生接合線。 | |
| 程式射出圖 | 原理分析 | |
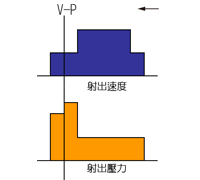 |
以快速射出,保持前端塑流溫度,在圓孔處降低速度至30%,改以高壓使料流結合,保壓只降一些,不產生毛邊為原則。 | |
| 8 | 產品類型 | 問題點 |
 |
壓克力三角柱表面接合線彎曲,變形內部真空泡。 | |
| 程式射出圖 | 原理分析 | |
 |
以快速將冷料推入冷料井,以極低速通過澆口,並達產品約30%長,使皮膜穩定,再以中低速射滿成品,壓力在填充時須極高,以使極低的速度可以穩定推進,保壓時以中壓定型。 | |
| 9 | 產品類型 | 問題點 |
 |
PC薄片,射出不足,長孔對面接合線,射入點霧暈現象。 | |
| 程式射出圖 | 原理分析 | |
 |
以中速通過澆口解決霧暈狀況,隨即以高速射到底,保壓中速,填充階段以高壓應付,保壓仍屬中高壓。 | |
| 10 | 產品類型 | 問題點 |
 |
大件電腦用品,葉肋容易不足料,毛邊現象。 | |
| 程式射出圖 | 原理分析 | |
 |
以最高速填充60%處,轉成一半速度射出,此時以高壓熔合擠壓葉肋內的空氣。保壓採低壓低速,避免毛邊。 | |