射出產品實例說明
| 11 | 產品類型 | 問題點 |
 |
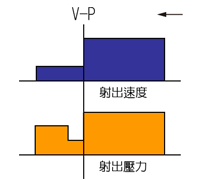
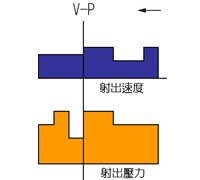
PP湯碗,厚度0.5mm,熱澆道小點射出。 | |
| 程式射出圖 | 原理分析 | |
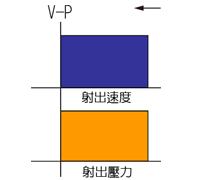 |
高速、高壓射出不必保壓,射出時間只有0.4秒內,保壓不重要。 | |
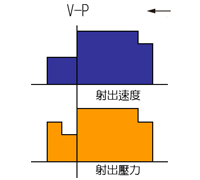
| 12 | 產品類型 | 問題點 |
 |
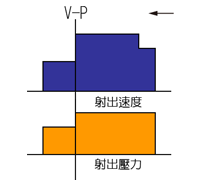
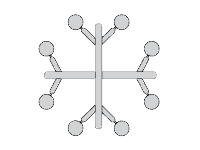
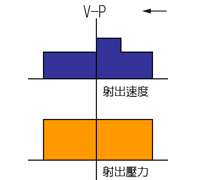
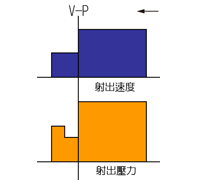
PP喇叭膜0.33mm厚,薄片式射出厚度須均勻。 | |
| 程式射出圖 | 原理分析 | |
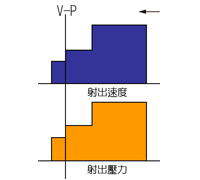 |
高速高壓射出,保壓低,清除應力,維持產品品質。 | |
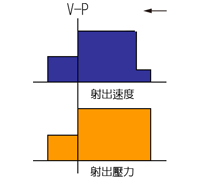
| 13 | 產品類型 | 問題點 |
 |
大塑膠桶PP塑膠,不能毛邊。 | |
| 程式射出圖 | 原理分析 | |
 |
高壓高速射出,保壓先降低20%形成皮膜,再增壓定型。 | |
| 14 | 產品類型 | 問題點 |
 |
PVC軟質氧氣罩,不變形,表面光滑。 | |
| 程式射出圖 | 原理分析 | |
 |
溫度須足夠射壓應極低,射速以中等即可,以不變形為主要考量。 | |
| 15 | 產品類型 | 問題點 |
 |
行動電話電池蓋,厚度0.6-0.9mm,ABS+PC料,尺寸須準確。 | |
| 程式射出圖 | 原理分析 | |
 |
薄物成型須高壓高速,但在保壓時降壓主要是保持皮膜穩定,再以中壓定型,避免應力、變形。 | |
| 16 | 產品類型 | 問題點 |
 |
長形電腦端子,不變形,不彎曲,尺寸穩定。 | |
| 程式射出圖 | 原理分析 | |
 |
第一段慢速消除流痕,中壓中高速射出,保壓降低以保持尺寸穩定。 | |
| 17 | 產品類型 | 問題點 |
 |
光學投射片,PMMA塑膠,完全不收縮才有投射圖案功能。 | |
| 程式射出圖 | 原理分析 | |
 |
以低及中低速射出,中高壓射出及保壓,此類成品射壓比射速重要。 | |
| 18 | 產品類型 | 問題點 |
 |
0.25mm薄片,ABS塑膠,不變形,不缺料。 | |
| 程式射出圖 | 原理分析 | |
 |
高壓高速射出,保壓壓力降低,只是為了穩定尺寸。 | |
| 19 | 產品類型 | 問題點 |
 |
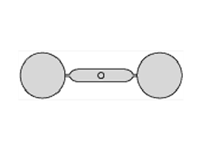
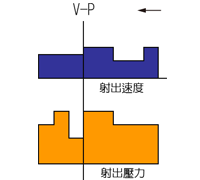
12mm透明圓棒,PMMA塑膠,不能有真空泡表面光滑等。 | |
| 程式射出圖 | 原理分析 | |
 |
低速射出,通過澆口時須更低速,形成皮膜再回復低速射出,保壓以低保壓形成穩固皮膜再增壓,第三段稍降定型。 | |
| 20 | 產品類型 | 問題點 |
 |
CD外盒,PP材質,變形度須低,不毛邊。 | |
| 程式射出圖 | 原理分析 | |
 |
高速射出,高壓是支撐高速射出之用,保壓採兩段,先低後高方式確保週期快又不產生毛邊。 | |