锁模力是什么?跟射出成型有什么关系?
锁模力为射出成型工法中的一个重要功能,在射出成型制程中,锁模力是一个与产出产品好坏的主要参数,适当的锁模力设定可以让生产更稳定以及提高质量,反之不适当的锁模力设定将会造成生产的不稳定以及模具的损耗。
锁模力是什么?
锁模力顾名思义为模具锁固的力量,在射出成型制程中,射出单元需要制造一定的力,才有办法将融化的塑料推动,因塑料在射出到模腔内时,在塑料冷却之前会根据模腔内产品的投影面积产生相对应的力量将模具撑开,为了避免此情况,所以需要相对应的锁模力将模具夹紧,以避免产品产生毛边等不良情形。
锁模结构型式
曲肘式
曲肘式也叫做曲手式,原理为使用多关节的曲手结构在关模时伸直后撑开歌林柱来制造锁模力,透过曲手结构可将驱动力放大20~23倍,优点是可使用较低的动力源来制造需求的锁模力,以及造价便宜,缺点为锁模力分布较不平均,且曲手结构复杂,需要长时润滑,且曲手结构磨损后维修不易。
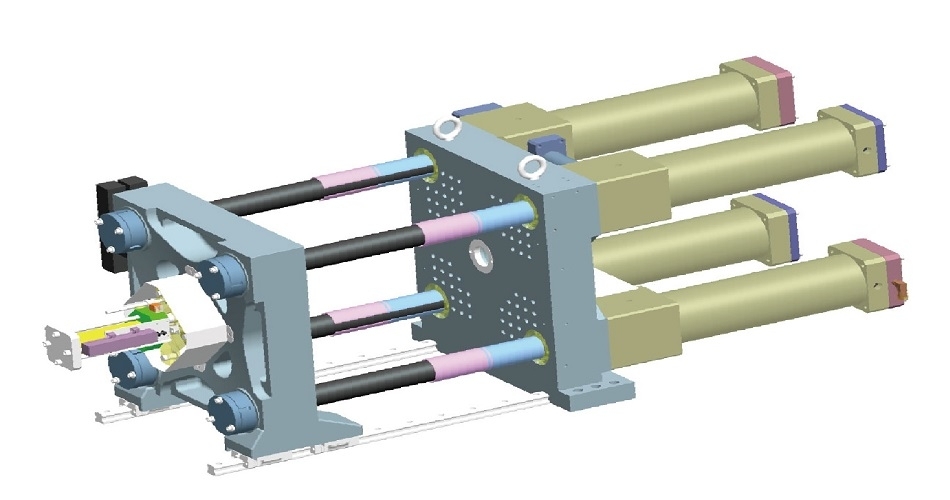
直压式
直压式关模结构为使用液压缸,对活动模板直接产生需求的锁模力,不需要结构放大,直接对模板施力,无曲手式的结构磨耗,不需要长时润滑,且不需要调模,使用者可直接设定需求的锁模力,且调整简易,直压式结构锁模力分布平均,可提高模具寿命以及产品精密度,后续维护成本较曲手式低,缺点为成本较高,一般常见的直压开关模机构为单缸直压机构以及四缸直压机构。
曲肘式 vs 直压式锁模机台比较表
| 形式 | 曲肘式 | 直压式 |
|---|---|---|
| 特色 | 使用多关节结构放大锁模力 | 使用液压缸直接制造锁模力 |
| 优点 | 成本低 | 锁模力分布平均 提高模具寿命 维护成本低 免调模 |
| 缺点 | 需长时润滑 结构易磨耗 |
造价较高 |
锁模力对射出成型有什么影响?
一般生产时,锁模力过高或过低都不建议,锁模力过低易导致产品撑模、毛边以及尺寸NG,影响产品质量,锁模力过高会导致模具再生产中承受过高的锁模力,进而降低模具寿命,也降低设备寿命,进而增加模具以及设备维护成本,锁模力过高也会导致模腔排气不良,降低良率。
造成锁模力不足的因素
1. 操作人员设定不良。
2. 模具实际锁模力需求大于设备规格。
3. 射出压力设定过高。
4. 设备需维修。
改善锁模力不足的方法
很多原因会导致锁模力不足,除设备因素外,若遇到锁模力不足的情形可检查模具设计,避免因模流因素导致生产时需要过高锁模力,同时调整射出参数,不使用过高的射出压力生产,一般而言生产中使用的锁模力最高约为设备的80%,若需求锁模力接近设备规格时,建议使用更高锁模力的设备进行对应。
世界最精密、耐用的锁模系统-宜得世
〈延伸阅读:两板锁模机构〉
结论
锁模力是在选用设备时一个非常重要的标准,适合的锁模力规格可让生产更为顺利,除锁模力规格外,开关模单元的结构也需了解,宜得世专利四缸直压锁模机构不论是精密度、耐用度、锁模力平均度等均优于传统开关模结构,精密的开关模功能可让客户生产时提高良率以及质量,同时具备同规格最短机身长度可大幅提高厂房利用率,如需要进一步了解请与我司进一步洽询。
