鎖模力是什麼?跟射出成型有什麼關係?
鎖模力為射出成型工法中的一個重要功能,在射出成型製程中,鎖模力是一個與產出產品好壞的主要參數,適當的鎖模力設定可以讓生產更穩定以及提高品質,反之不適當的鎖模力設定將會造成生產的不穩定以及模具的損耗。
鎖模力是什麼?
鎖模力顧名思義為模具鎖固的力量,在射出成型製程中,射出單元需要製造一定的力,才有辦法將融化的塑料推動,因塑料在射出到模腔內時,在塑料冷卻之前會根據模腔內產品的投影面積產生相對應的力量將模具撐開,為了避免此情況,所以需要相對應的鎖模力將模具夾緊,以避免產品產生毛邊等不良情形。
鎖模結構型式
曲肘式
曲肘式也叫做曲手式,原理為使用多關節的曲手結構在關模時伸直後撐開歌林柱來製造鎖模力,透過曲手結構可將驅動力放大20~23倍,優點是可使用較低的動力源來製造需求的鎖模力,以及造價便宜,缺點為鎖模力分布較不平均,且曲手結構複雜,需要長時潤滑,且曲手結構磨損後維修不易。
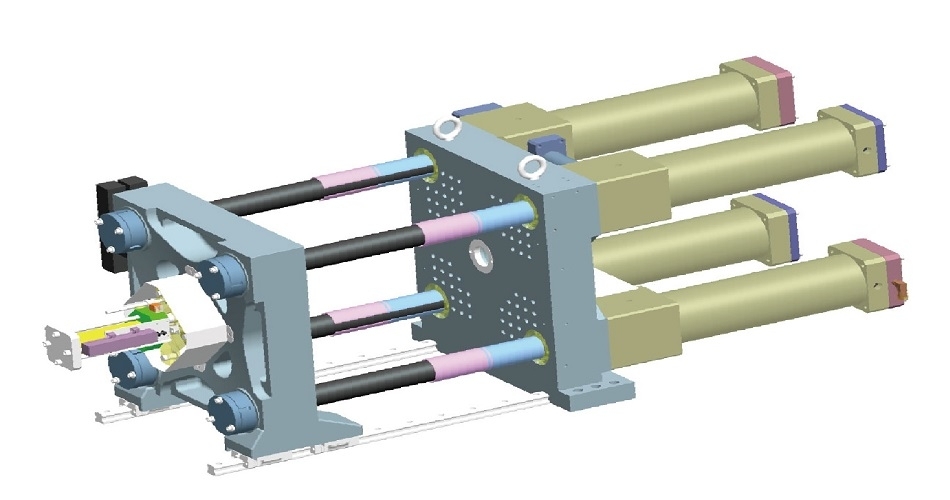
直壓式
直壓式關模結構為使用液壓缸,對活動模板直接產生需求的鎖模力,不需要結構放大,直接對模板施力,無曲手式的結構磨耗,不需要長時潤滑,且不需要調模,使用者可直接設定需求的鎖模力,且調整簡易,直壓式結構鎖模力分布平均,可提高模具壽命以及產品精密度,後續維護成本較曲手式低,缺點為成本較高,一般常見的直壓開關模機構為單缸直壓機構以及四缸直壓機構。
曲肘式 vs 直壓式鎖模機台比較表
| 形式 | 曲肘式 | 直壓式 |
|---|---|---|
| 特色 | 使用多關節結構放大鎖模力 | 使用液壓缸直接製造鎖模力 |
| 優點 | 成本低 | 鎖模力分布平均 提高模具壽命 維護成本低 免調模 |
| 缺點 | 需長時潤滑 結構易磨耗 |
造價較高 |
鎖模力對射出成型有什麼影響?
一般生產時,鎖模力過高或過低都不建議,鎖模力過低易導致產品撐模、毛邊以及尺寸NG,影響產品品質,鎖模力過高會導致模具再生產中承受過高的鎖模力,進而降低模具壽命,也降低設備壽命,進而增加模具以及設備維護成本,鎖模力過高也會導致模腔排氣不良,降低良率。
造成鎖模力不足的因素
1. 操作人員設定不良。
2. 模具實際鎖模力需求大於設備規格。
3. 射出壓力設定過高。
4. 設備需維修。
改善鎖模力不足的方法
很多原因會導致鎖模力不足,除設備因素外,若遇到鎖模力不足的情形可檢查模具設計,避免因模流因素導致生產時需要過高鎖模力,同時調整射出參數,不使用過高的射出壓力生產,一般而言生產中使用的鎖模力最高約為設備的80%,若需求鎖模力接近設備規格時,建議使用更高鎖模力的設備進行對應。
世界最精密、耐用的鎖模系統-宜得世
〈延伸閱讀:兩板鎖模機構〉結論
鎖模力是在選用設備時一個非常重要的標準,適合的鎖模力規格可讓生產更為順利,除鎖模力規格外,開關模單元的結構也需了解,宜得世專利四缸直壓鎖模機構不論是精密度、耐用度、鎖模力平均度等均優於傳統開關模結構,精密的開關模功能可讓客戶生產時提高良率以及品質,同時具備同規格最短機身長度可大幅提高廠房利用率,如需要進一步了解請與我司進一步洽詢。
(本文為宜得世所有,轉載文圖請註明出處)
